008615129504491

| Material | Grado 5, Grado 5 ELI, Ti-6Al-4V ELI |
| Estándar | ASTM F136, IS05832-3 |
| Tamaño | (1,0~12,0) Alto * (300~1000) Ancho * (1000~2000) Largo mm |
| Tolerancia | 0,05-0,2 mm |
| Estado | M, recocido |
| Estado de la superficie | Superficie pulida y personalizada |
| Aspereza | Ra<3,2 um |
Detección de defectos superficiales al 100% .
Esta parte de la superficie de inspección es el primer proceso del departamento de inspección. La barra se gira constantemente para verificar si existen defectos, como grietas o abolladuras, en la superficie. Si existen defectos, se marcan y se registran en el inventario de defectos.
Instrumento de diámetro 100% infrarrojo Medición de diámetro precisa y estricto control de tolerancia.
Los pasos detallados de la inspección son los siguientes:
1. Antes de iniciar la inspección, el técnico de inspección realiza un seguimiento del rango de tolerancias requerido y establece valores de advertencia.
2. Para iniciar la inspección, cada barra se gira uniformemente a través del área de inspección y los datos del diámetro detectado se muestran en el instrumento.
3. Cuando hay un diámetro superior o inferior, el instrumento de inspección alerta y la barra se desecha como chatarra o se pule dos veces para reducir el diámetro.
Inspección de rectitud al 100%.
La tolerancia de rectitud es el grado de desviación de cada punto de la línea con respecto a la línea, con una rectitud ofrecida de 0,3‰ a 0,5‰. El proceso detallado consiste en colocar una varilla sobre la superficie de una plataforma bien iluminada, girarla hacia adelante y hacia atrás. El inspector observa al frente y, con una regla de 0,2 mm, detecta la separación entre la varilla y la plataforma.
Detección de fallas por corrientes de Foucault al 100%.
La bobina, que contiene el producto inspeccionado, es adecuada para la detección de barras y alambres con un diámetro de 3 a 14 mm. Dado que el campo magnético generado por la bobina actúa primero sobre la pared exterior de la muestra, la detección de defectos en la pared exterior es más eficaz, mientras que la detección de defectos en la pared interior se realiza mediante penetración, sin dañar la superficie ni el rendimiento del producto.
Inspección 100% ultrasónica.
Detecta principalmente defectos metalúrgicos en el producto según AMS 2631. El producto se coloca en un fregadero y el instrumento se utiliza para probarlo de un lado a otro en la superficie mientras gira. Se observa el instrumento para mostrar el dispositivo. Si el valor pico aumenta repentinamente, significa que el producto no es homogéneo internamente.
Pruebas de propiedades físicas, incluyendo resistencia a la tracción, límite elástico, elongación A en 4D o 4W mín., reducción de área B mín. Microestructura. A1-A5. Las estructuras internas se observaron con microscopios de alto y bajo aumento para la clasificación de la microestructura. Se proporcionarán certificados de calidad e informes de pruebas de terceros si se solicitan.
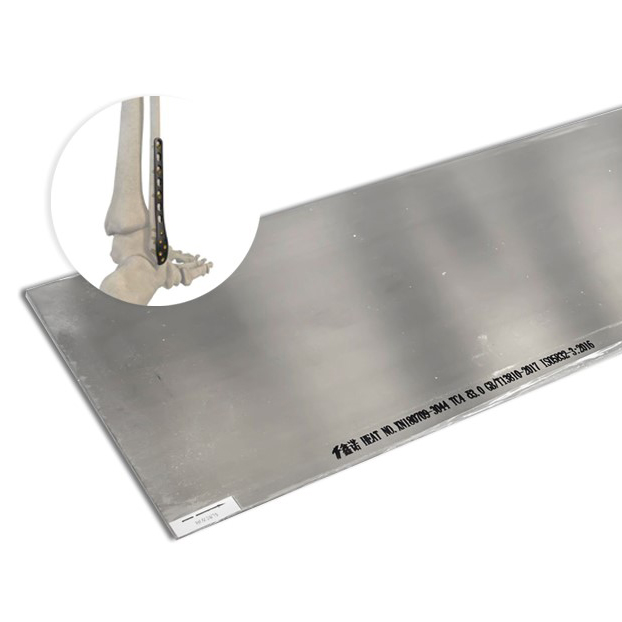
Nuestra empresa se especializa en la producción de productos de titanio. Este material, de baja densidad pero con excelentes propiedades, se utiliza ampliamente en la industria médica. Se aplica considerablemente en diversos campos médicos: articulaciones, tratamiento dental, materiales de implantes médicos, instrumental quirúrgico, etc. ¡No dude en contactarnos si tiene alguna pregunta!